Anodisation de l’aluminium
La coloration de l'aluminium pendant une anodisation est le projet que j'ai attendu avec le plus d'impatience !
C'est assez pénible à mettre en place car il faut un matériel conséquent pour des grandes pièces.
Le but premier est de colorer les pièces de la cnc en bleu roi comme sur le rendu 3d de la page d’accueil.
Principe de l'anodisation de l'aluminium :
L'anodisation de l'aluminium est un processus électrochimique qui forme une couche d'oxyde d'aluminium sur la surface du métal, la rendant plus résistante à la corrosion, améliorant son apparence et lui conférant des propriétés fonctionnelles spécifiques.
Avant l'anodisation, l'aluminium est soigneusement nettoyé pour enlever les impuretés, les graisses et les oxydes existants, par des étapes de dégraissage, décapage et rinçage.
Le processus d'anodisation se déroule dans un bain électrolytique d'acide sulfurique dans lequel la pièce est connectée à l'anode d’une alimentation où un courant électrique est appliqué, provoquant la formation d'une couche d'oxyde poreuse.
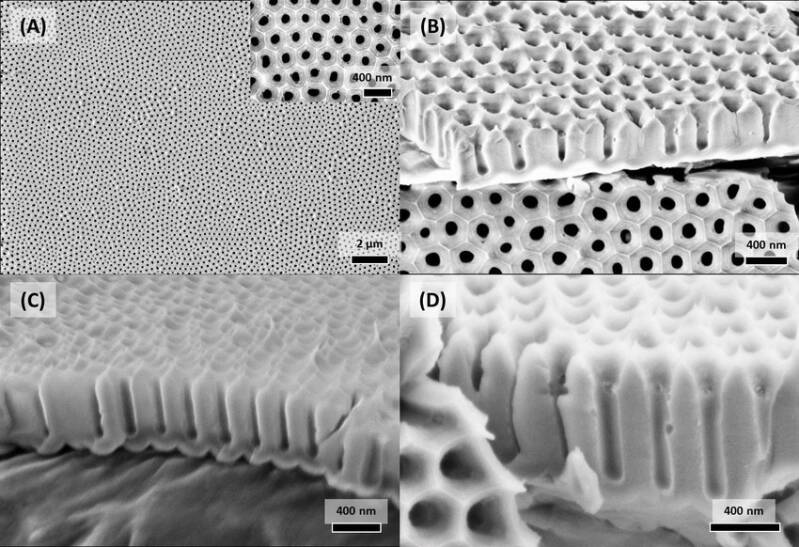
Ci-dessous, une couche d'oxyde d'aluminium vue au microscope :
(source : researchgate.net)
Cette couche peut être colorée en utilisant des colorants organiques ou des pigments métalliques qui s’incrustent dans les pores de la couche d’oxyde d’aluminium pour obtenir une variété de couleurs et d'effets visuels. C'est l'encrage.
Enfin, la pièce anodisée est souvent scellée, généralement par immersion dans de l'eau bouillante, pour améliorer la résistance à la corrosion et fixer la couleur par la fermeture des pores. C'est le colmatage.
Ci-dessous, une illustration du principe de colmatage :
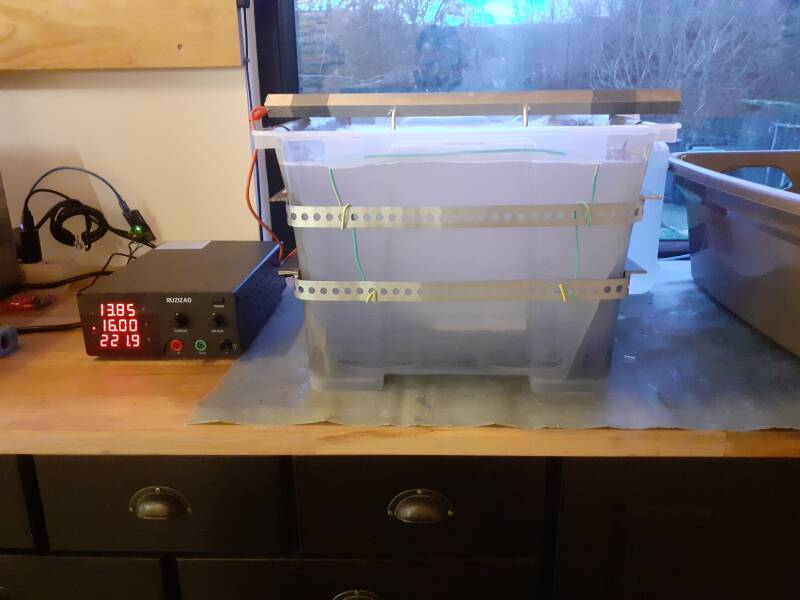
Ci-dessus, le bain d'électrolyte. En dessous, un bain de lessive de soude diluée pour le décapage.
Le bain couvert c'est de l'eau distillée qui sert à retirer un maximum de particules pour ne pas polluer l'électrolyte.
Résultat 1 :
La teinture à vêtement choisie ne rentre pas dans les pores...
Résultat 2 :
Et ça marche !!! Mais pourquoi c'est violet la teinture bleu-marine ?
Résultat 3 :
Avec de la teinture bleu roi c'est impeccable !
Les pièces plus grandes me posent encore des problèmes techniques. Le bain chauffe trop, il me faut un système de refroidissement efficace. Il faut que l'anode en plomb aie une plus grande surface. En d'autres termes, il faut s'alléger financièrement...
Après l'allègement financier :
Ici 15 Litres d'acide sulfurique à 37% dilués dans 15 Litres d'eau distillée et ajoutés aux 10 premiers Litres d'électrolyte. Ça nous fait un beau bain de 40 Litres.
Le bain exerce un effort de 10 Kg sur les parois du bac, d'où les renforts.
Deux grandes feuilles de plombs viennent tapisser les parois latérales du bac.
Au fond, un tuyau maintenu par des bandes de plombs dans lequel passe de l'eau glacée permet de rafraichir le bain si besoin car l'anodisation varie avec la température et quand on fait passer 16 ampères dans une pièce ça chauffe plutôt bien !
Pour maintenir le bain à température j'utilise un arduino nano, une sonde de température et une pompe à eau de 5v. Le programme lit la température et active la pompe quand le bain est trop chaud, ce qui fait circuler l'eau froide.
Et évidemment l'alim n'est pas assez puissante...
Ci-dessous, le produit d'un nouvel allègement financier : la nouvelle alim de 600W.
A gauche le bain de coloration, à droite celui de colmatage.
Ces bains sont chauffés respectivement à 60°C et à 100°. C'est par la sainte grâce du seigneur que ces plats en INOX sont compatibles avec les plaques à induction. Autrement, j'aurais dû chauffer tout ça au feu de bois, ce qui aurait été très pénible.
Les pièces sont poncées intensément avant de passer au décapage.
Là de droite à gauche, décapage à la lessive de soude, rinçage à l'eau puis rinçage à l'eau distillée avant de plonger dans l'acide.
Ici la plaque gauche du portique de la CNC en pleine anodisation. à droite de la pièce, les bulles proviennent d'un bulleur d'aquarium sensé homogénéiser la température du bain.
Enfin, les pièces anodisées puis vernies. On voit la différence du vernissage en comparant les deux supports du bas.
Et voilà c'est la fin de cette section. La CNC est maintenant d'un beau bleu métallique et je me suis fait la main sur ce procédé. seulement, ici je travail de l'aluminium 5083. C'est un des alliages les plus simple à anodiser. Je pense que d'autres types d'alu comme le AU4G doivent poser quelques problèmes lors des variations de température et de courant.

























Créez votre propre site internet avec Webador